
При 3D печати пластиковые детали охлаждаются с разной скоростью в разных частях. В зависимости от модели этот эффект может приводить к искривлению и заворачиванию краев детали. Хотя PLA и имеет меньшую усадку чем ABS, оба пластика имеют свойство искривляться и заворачиваться. Есть несколько общих путей борьбы с этой потенциальной проблемой, наиболее значимым решением является подогреваемый рабочий стол 3D принтера. Однако этого может быть недостаточно.
- Использование подогреваемого рабочего стола 3D принтера. Подогреваемый рабочий стол 3D принтера позволяет сохранять нижние слои модели горячими пока печатаются верхние слои. В целом это позволяет более равномерно охлаждаться печатаемой модели. Подогреваемый рабочий стол 3D принтера невероятно помогает при любой 3D печати ABS пластиком и при печати больших моделей из PLA пластика.
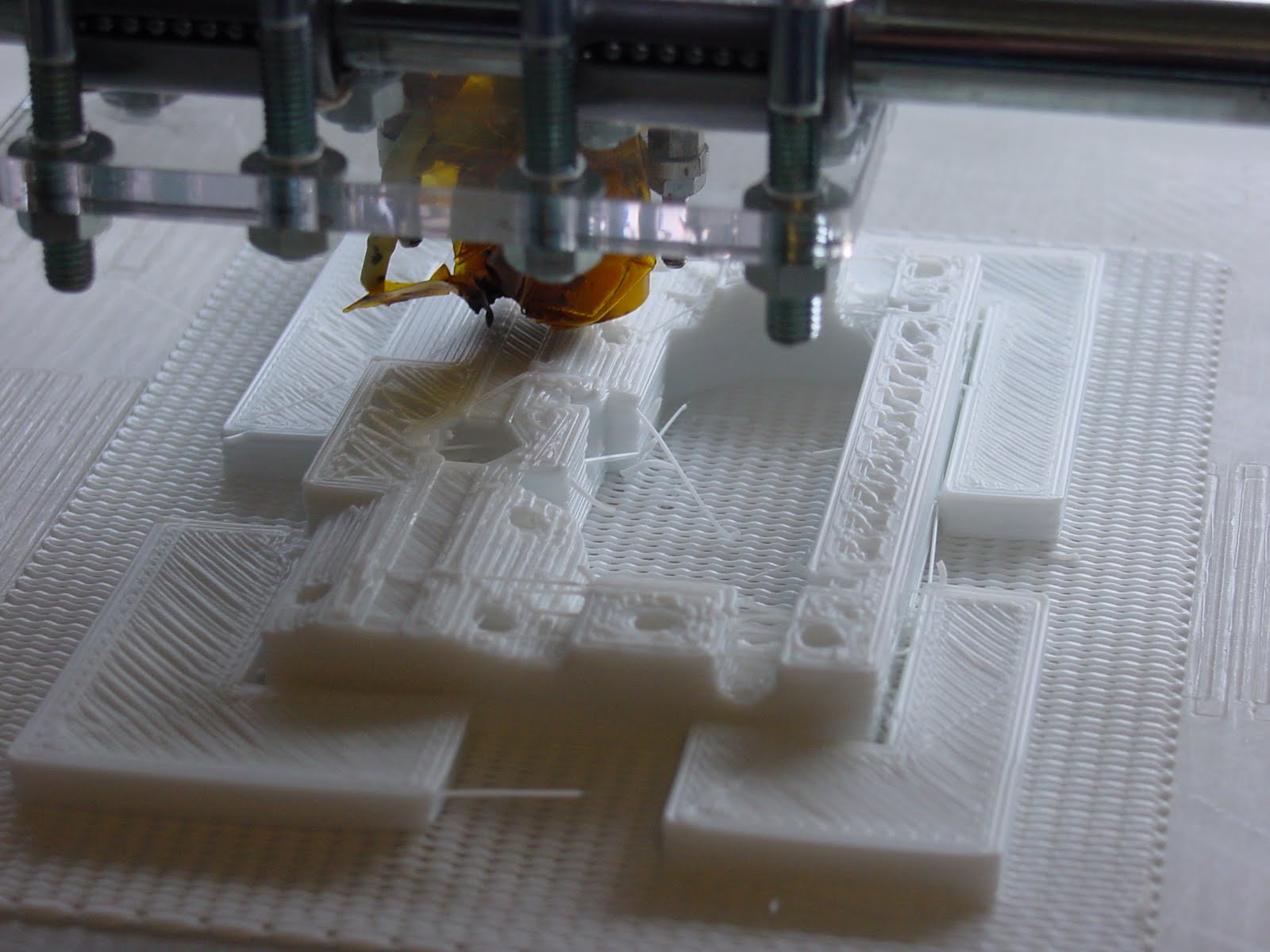
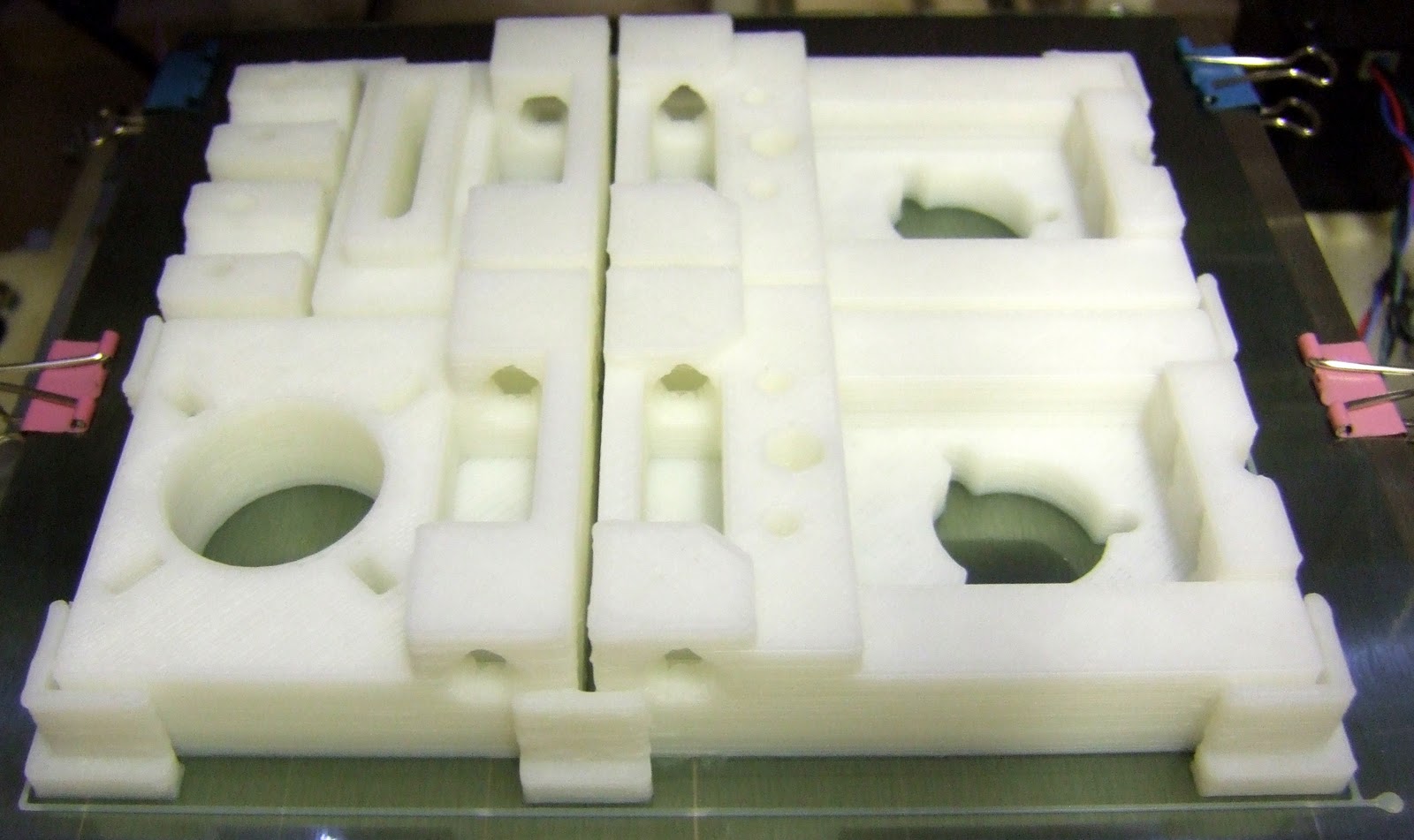
- Печать с рафтом (raft). Рафт это опция 3D печати во всех существующих слайсерах (slicer) на сегодняшний день. Это основание в виде большой решетки из материала печати под самым нижним слоем вашей печатаемой модели. Он также позволяет уменьшить искривление и заворачивание, позволяя вашему печатаемому объекту лучше удерживаться на плоской поверхности рабочего стола 3D принтера. Возможны различные варианты, это печать с толстым рафтом и/или более тонким состоящим из нескольких слоев.
- Калибровка начальной высоты Z. Хороший первый слой является решающим. Если ваше начальное положение высоты оси Z слишком большое, экструдированный материал не сможет создать хорошую связь с рабочим столом 3D принтера. Если вы считаете что начальное значение высоты оси Z, попробуйте уменьшать его на 0.05мм пока вы не получите хороший первый слой.
- Использовать правильную поверхность рабочего стола 3D принтера. Многие люди экспериментировали с разными поверхностями, такими как сталь, титан, стекло, различные типы пластиков, различные типы лент, и пенополистирол. Однако было обнаружено что оба пластика и ABS и PLA хорошо прилипают к горячей или теплой каптоновой ленте.
- Очистка поверхности рабочего стола 3D принтера. ABS и PLA прилипают лучше к очищенной поверхности. Очищайте поверхность от грязи, остатков предыдущих печатей, а также любого другого мусора. Также поверхность лучше обезжирить перед печатью.
- Более медленная печать. Медленная печать позволяет получить более точные детали, лучшее прилипание к поверхности рабочего стола 3D принтера и меньшую толщину слоя, а также дает напечатанной части больше времени для равномерного охлаждения.
- Снижение температуры экструдера. Печатать при более низкой температуре не всегда возможно. В идеале, вы должны печатать при самой низкой температуре, при которой возможна экструзия и которая дает хорошее склеивание слоев. Однако, эксперименты по снижению температуры не для слабонервных. Печать при слишком низкой температуре может причинить вред экструдеру и двигателю экструдера.
- Устранить сквозняки или закрыть 3D принтер. Форрест Хиггс определил что его 3D принтер стоит слишком близко к открытому окну и температура поверхности рабочего нагревательного стола не равномерная. Это приводило к тому что со стороны окна печатаемая деталь заворачивалась. Так как закрытое окно для него было не вариант, он компенсировал сквозняк из окна установив нагревательную лампу. Как вариант владельцы 3D принтеров могут закрыть корпус, это так же позволяет контролировать выделяющиеся пары пластика.
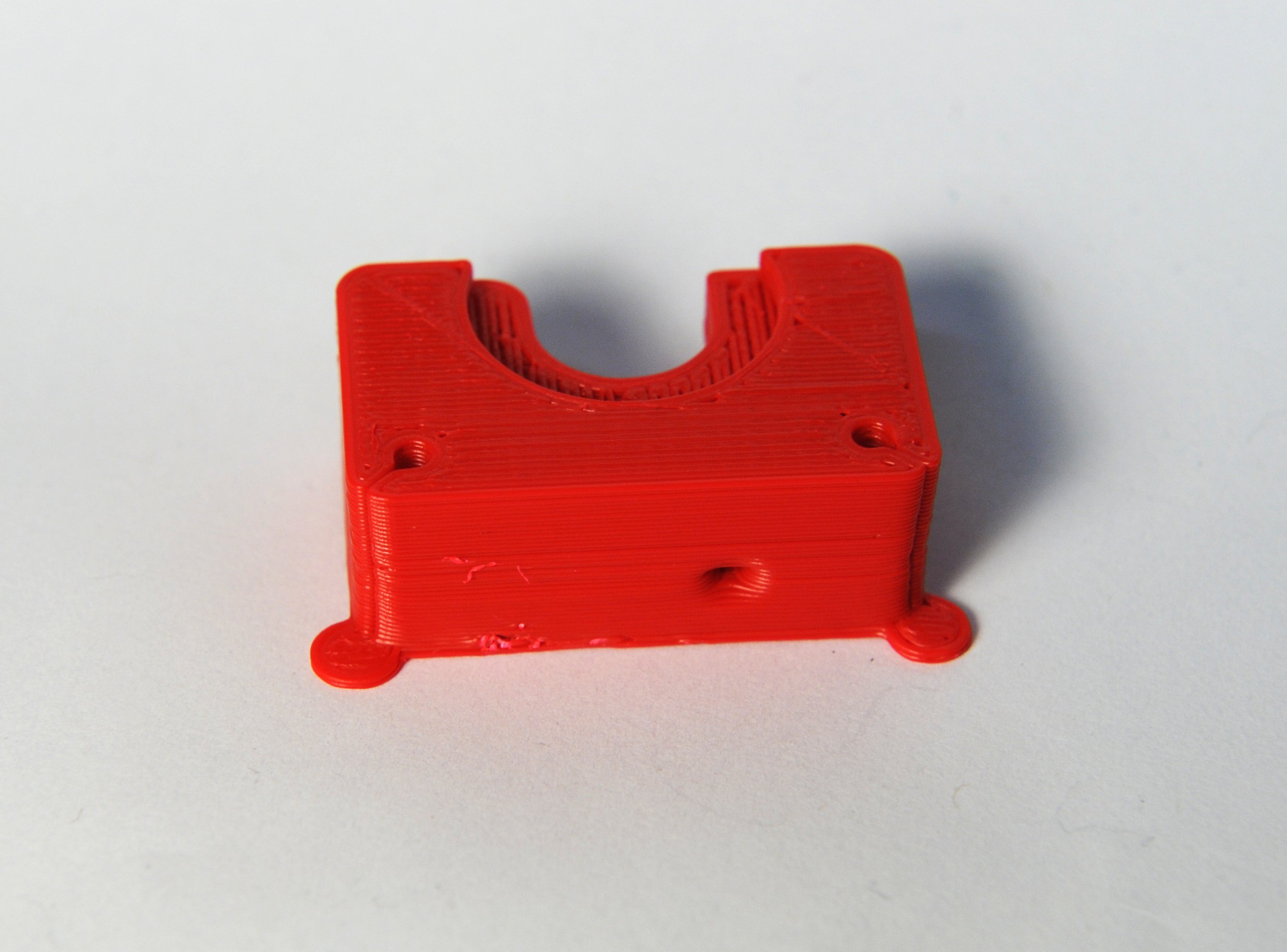
- Дизайн с ушами. Решением Зака Смитта было добавить небольшие диски по углам объекта, чтобы улучшить прилипание углов к рабочему столу 3D принтера. Это по существу работает как "мини-рафт" обеспечивая таким углам большую площадь соприкосновения с поверхностью и дает большую адгезию без необходимости печати всего рафта.
- Дизайн с козырьками. Форрест Хиггс предложил добавить "козырьки" вокруг печатаемого объекта, пока этот объект печатается на рафте. Этот тонкий кусок пластика помогает сохранять рафт плоским и помогает предупреждать искривление изаворачивание печатаемого объекта.
- Дизайн с термостенкой. В то время как козырьки Форреста Хиггса дают механические преимущества существенно удерживая углы куском пластика, Nophead добавил тонкие стенки вокруг в качестве перегородок чтобы сохранить теплый воздух вокруг печатаемого объекта. Он предположил что очень тонкая стенка вокруг может иметь тот же полезный эффект как печать в замкнутой камере. Также Nophead предположил что разрабатываемые объекты со скругленными углами могут также помочь избежать искривления и заворачивания в этих углах.
- Уменьшить заполнение. Перед печатью модели вы можете выбрать печатать ее полую, полностью залитую, или с некоторым заполнением пустот в процентах от 0 до 100. Однако, как заметил Nophead пластик внутри модели создает натяжение во всем напечатанном объекте в процессе его охлаждения. Само собой разумеется, что чем больше пластика имеется, тем больше частей пластика будут стягиваться друг к другу и рабочей поверхности 3D принтера в процессе охлаждения. Уменьшая заполнение, уменьшается величина внутренних напряжений при охлаждении объекта. Уменьшение внутренних сил при 3D печати с меньшей величиной заполнения может помочь уменьшить искривление изаворачивание.
- Шлифовка Каптона. Чарльз Пакс предположил что обработка шлифовальной бумагой каптоновой ленты на рабочем столе 3D принтера увеличивает площадь поверхности, делая проще прилипание расплавленного пластика.
- Поверхность из ABS. Кто-то предложил обильно смазать рабочую поверхность 3D принтера жидким ABS (пластик растворяется ацетоном до жидкого состояния). Это дает такой же эффект как большой ровный рафт.




 | 3D ручка Myriwell серая | |
 | 3D ручка Myriwell голубая | |
 | 3D ручка Myriwell желтая |
Удачной 3D Печати!