
Существуют основные направления применения 3D принтеров в стоматологии: ортодонтия, хирургия, протезирование (изготовление хирургических шаблонов, металлических конструкций и прочее).

Ортодонтия. Готовые решения для ортодонтии

Ортодонтия – это исправление прикуса различными методами. Раньше это были пластинки, со временем появились брекеты. Сейчас появились новые для России прозрачные элайнеры для зубов. Если пластинки ушли практические в небытие, то брекеты и прозрачные элайнеры используются до сих пор, а прозрачные элайнеры наоборот, только набирают обороты.
Прозрачные элайнеры. Почему элайнеры: плюсы применение прозрачных кап

Первый плюс – не портится эмаль. Не клеится элемент брекет-систумы на зуб. После курса лечения, не требуется его демонтаж. Никакой нагрузки на эмаль не происходит, она просто отсутствует.
Во-вторых, и самое главное – это правильное движение зубов. Потому что зубы двигаются внутри челюсти, и формируется вокруг них новая костная ткань. Когда пациенту одевают брекеты - ставят резинки, постоянно подтягивают, и всегда есть движение челюстей относительно друг друга, вероятно изменение прикуса, и что самое нежелательно - возможны постоянные щелчки и дискомфорт от болей в шейном отделе позвоночника вплоть до головных болей из-за того, что в свое время пациент носил брекеты.
Прозрачные элайнеры – это технология, которая позволяет двигать зубы во всех направлениях, т.е. и вперед, и назад, и вверх, и вниз – все зависит от того, что необходимо в конкретной ситуации.
Следующий немаловажный фактор и плюс этой технологии – это то, что, применяя прозрачные элайнеры, доктор отдав набор кап пациенту может забыть про него. Через месяц-три пациент придет, сделает проверку – если все в порядке, лечение продолжается. Не требуется ни подтягивать, ни регулярно посещать стоматолога.
Самое главное, прозрачные элайнеры не мешают личной жизни: их не видно, не застревает пища и т.д., т.е. вы способны делать все то, что хотите. С метра прозрачные элайнеры сложно заметить, чего не скажешь о брекетах.
Прозрачные элайнеры. Лидеры: именитые мировые сервис-центры

Изготовлением кап для прозрачных элайнеров занимаются два ведущих мировых сервис-центра.
Скан или гипсовая модель отправляется в сервисный центр, и примерно через 2-3 недели, иногда чуть больше врач получает полный набор кап для курса лечения, своего пациента.
Вроде бы все красиво, но что по-правде: для врача, в чьи обязанности входит только снять слепок или сделать скан зубов, этот набор кап обходится порядка 1500 долларов США. Для клиента же эта цена составит 3000 долларов.
Прозрачные элайнеры. Как это было в 90х.

- Раньше снимали гипсовую модель исходного положения зубов.
- Ее разрезали и с помощью воска создавали несколько заготовок, которые имитируют пошаговое движение зубов пациента.
- Дальше, эти разрезанные гипсовые модели (процесс абсолютно идентичный литью в силикон) будут растиражированы.
- И по ним, по этим формам изготовлены полиуретановые модели для уже конечной вакуумной формовки.
- Происходит отправка клиентам. Цветные полиуретановые формы отправляют вместе с элайнером лишь только для того, чтобы маркировать каждый этап хода лечения.
Время производства занимает около 10 дней. Сам процесс требует много ручного труда: разрезать гипсовую модель, вручную ее подвинуть. Никакой виртуальной моделировки, ничего этого нет, это все происходит вручную – соответственно, на один клинический случай тратится порядка 10 дней в лаборатории. Ручной труд всегда влечет за собой много ошибок.
Прозрачные элайнеры. Как это делается сегодня.
Так зачем же переходить на «цифру» и как вообще это происходит сегодня?
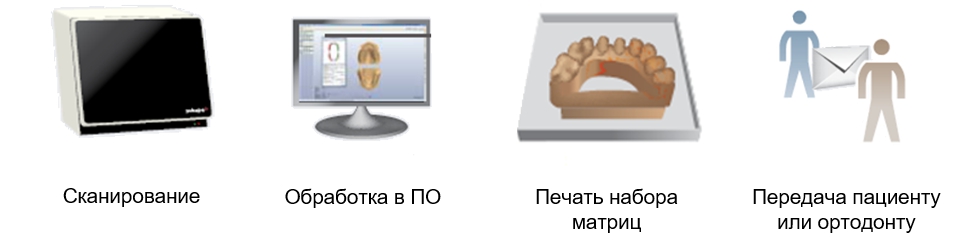
Сразу после того, как отсканировали, при том, что сканируют стандартно – гипсовый слепок, который все привыкли получать. К сожалению, на сегодняшний день, интраоральные сканеры не совсем соответствуют задачам изготовления прозрачных элайнеров.
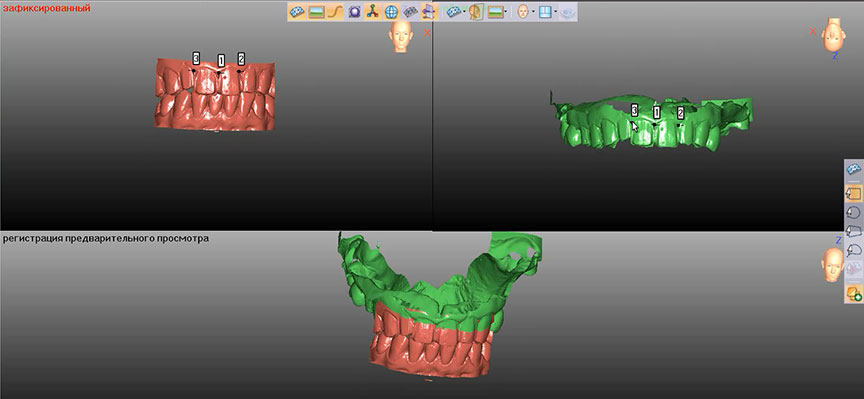
После того, как получили скан, файл «загоняется» в программное обеспечение, в котором происходит виртуальная моделировка «от» и «до», т.е. от исходного несовершенного положения зубов до идеальной улыбки.
Дальше смоделированный курс лечения отправляется на принтер, печатается. Делается вакуумная формовка, и выдается капа клиенту или доктору, или еще кому-то.
Прозрачные элайнеры. Как это делается сегодня: почему стоит делать это «In office»
Вернемся к вопросу, почему 3D-печать - отличный вариант?
Во-первых, высокая рентабельность. То есть вы помните, про 1500 долларов, которые стоят набор кап для врача. Да, он практически ничего не делает, но посмотрите на цифры, что реальная стоимость производства того же самого комплекта у себя в офисе составляет максимум 30000 рублей. То есть как минимум порядка 60000 рублей прибыли остается у владельца бизнеса за то, что его ортодонт, его лаборант будет моделировать в программе непосредственно эти матрицы.
Во-вторых, приступать к лечению можно уже завтра. Это значит то, что вам не нужно дожидаться, пока придет посылка, пока напечатается 30-й комплект кап и пока он будет обжат. Вы можете напечатать одну первую стартовую капу, дать ее пациенту, и он уже завтра уйдет счастливый на курс лечения.
И очередной, немаловажный фактор. В процессе лечения всегда может пойти что-то не так, и в случае работы с сервисными центрами, мы должны будем отправить им корректирующий скан, и они начнут снова лечение с этого момента. Да, для доктора это бесплатно, в том плане, что они все риски уже взяли на себя, перезаложившись по стоимости в несколько раз. Но это время, на 2 недели тормозится, как минимум, процесс лечения пациента, что может сказаться негативно на всем курсе лечения прозрачными элайнерами.
Прозрачные элайнеры. Как это делается сегодня: программное обеспечение для элайнеров
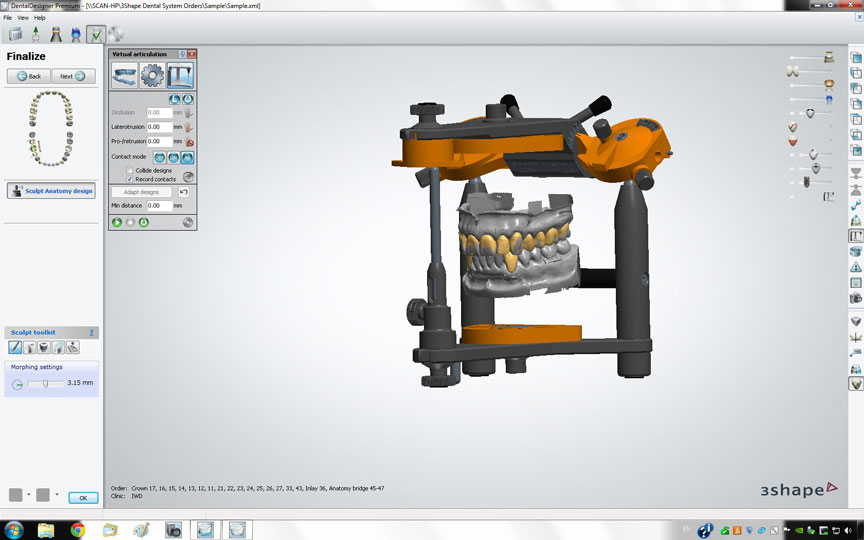
«3 Shape». Отличная CAD CAM система, за исключением того, что вы платите первый раз за лицензионный ключ, и дальше вы постоянно платите за количество лицензий. Вам придется купить пакет лицензий на изготовление, например, 100 кап. 100 кап – это 2,5 клиента. Как только вы прогнали через себя 2,5 клиента, необходимо докупать новые лицензии.
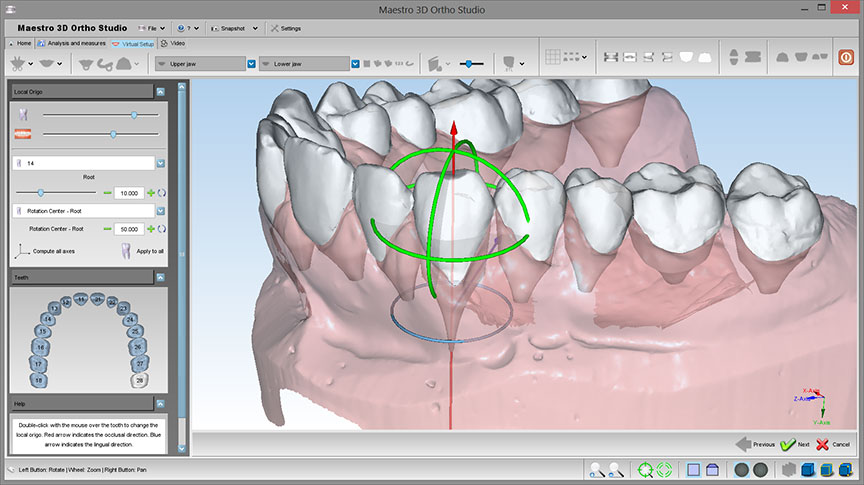
Следующая CAD CAM система – это «Maestro 3d Ortho Studio». Это итальянское программное обеспечение. Цена за комплект изначально дороже практически в 2 раза, но вы получаете программное обеспечение полностью открытое и на выходе вы всегда получите файл stl, одна лицензия приобретается на всю жизнь. Если выходят какие-то новые модули, то вы можете приобрести их отдельно. Но новые модули не затрагивают старых функций, т.е. появляется просто какой-то новый функционал, который при желании можно докупить.
И третья программа – это ПО от российской компании Авантис. Лицензия недорогая – 15000 рублей, но на выходе вы не получаете никакого итогового файла. На выходе все файлы отправляются непосредственно в «Avantis 3d» и они их печатают на своем оборудовании.
Брекеты. Почему брекеты: плюсы за применение брекетов

А что же по поводу брекетов? Нет, с рынка они не ушли, они есть и по-прежнему пользуются популярностью. И плюсы, которые вы услышите в сторону брекетов:
Во-первых, это самое распространенное изобретение для коррекции зубов в мире на сегодняшний момент. Это средство действительно работает, т.е. действительно исправлены многие сложные клинические случаи. Это работает. Да, это портит эмаль. Но зубы становятся ровнее.
Очередной плюс – это прогнозируемый результат. Если вы постоянно наблюдаетесь, посещаете периодически стоматолога, то отследить изменения и предсказать результат в принципе не сложно.
Следующий плюс для врачей: что очень важно – брекеты невозможно снять пациенту. Очень много врачей-ортодонтов будут недовольны идеей о прозрачных элайнерах изза того, что врач не может контролировать, что пациент гарантировано будет их носить, а претензии будут предъявляться доктору. Пациент может снять и забыть одеть прозрачные элайнеры. С брекетами такого не выйдет: если врач их установил, то у пациента уже нет выхода, только их носить.
И, наконец, главный плюс, который на российском рынке сейчас все-таки преобладает – это брекет-системы различной ценовой категории, что делает их доступными для людей с разными возможностями. То есть можно поставить бюджетные брекеты – металлические, в районе 50000 рублей, и можно поставить керамику стоимостью от полумиллиона и выше.
Брекеты. Зачем 3D принтер
Где можно задействовать 3D-принтер в процессе изготовления брекетов?
Печатается лоток – ложка позиционирования, куда потом ставится, непосредственно брекет система. Все элементы брекетов будут спозиционированы и приклеены непосредственно в те места, где это будет требоваться, где это будет необходимо, без ошибок и прогнозируемо точно. Но, к сожалению, этой системой никто не пользуется, потому что все делают на глазок.
Хирургические шаблоны. Готовые решения для имплантологии: изготовление хирургических шаблонов

Еще одна область – это имплантация, имплантология.
Соответственно, когда клинический случай критичен, когда зуб полностью разрушен и с ним уже ничего не сделать, а жевать чем-то надо, коронку просто не поставить, то здесь приходит на помощь импланты.
Хирургические шаблоны. Зачем они нужны!? Плюсы за применение шаблонов

Как это происходит, мы думаем, что вы уже поняли. Но зачем, собственно, здесь обычный 3D принтер?
3D принтер нужен для изготовления хирургического шаблона – это некий каркас, через который быстро и точно просверливается отверстие под нужным углом.
Что важно, происходит планирование операции заранее. Это два визита к стоматологу: первый – это для снимка слепка и направление на КТ, второй – это уже непосредственно для имплантации.
Возвращаясь к плюсам, повторимся, что операцию планируют заранее, не возникнет никаких незапланированных ситуаций и гарантировано правильное позиционирование при сверлении.
Хирургические шаблоны. Основные проблемы
- Засверливание на большую или меньшую глубину
- Засверливание не под тем углом
- Неточное позиционирование
- Цена ошибки – ожидание от 2х месяцев до года для восстановления костной ткани.
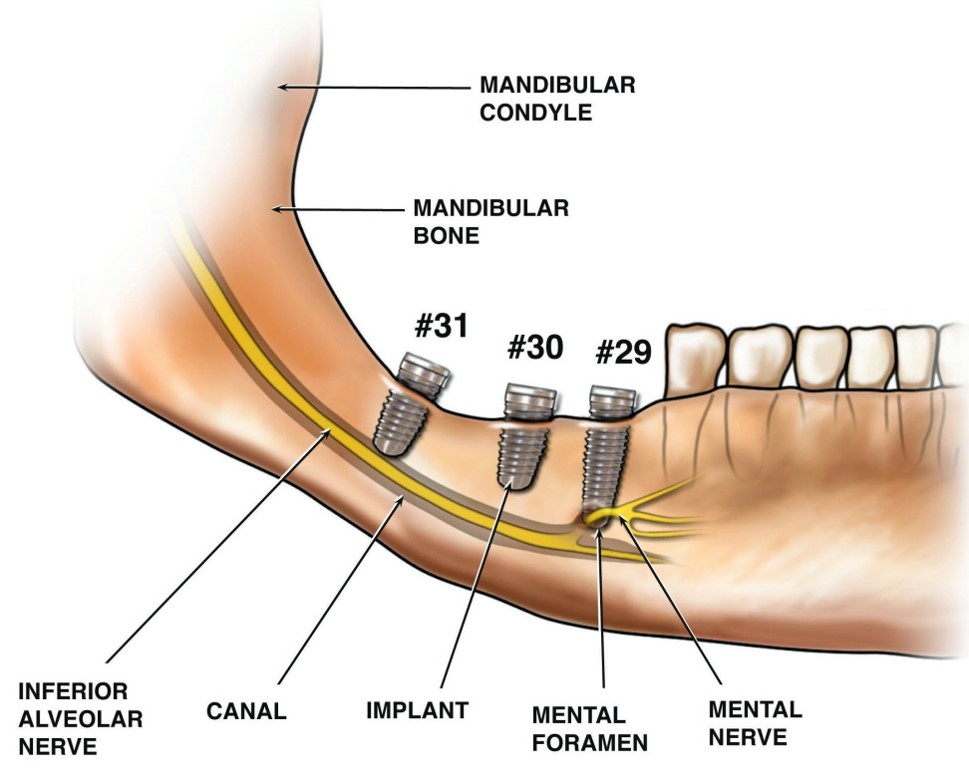
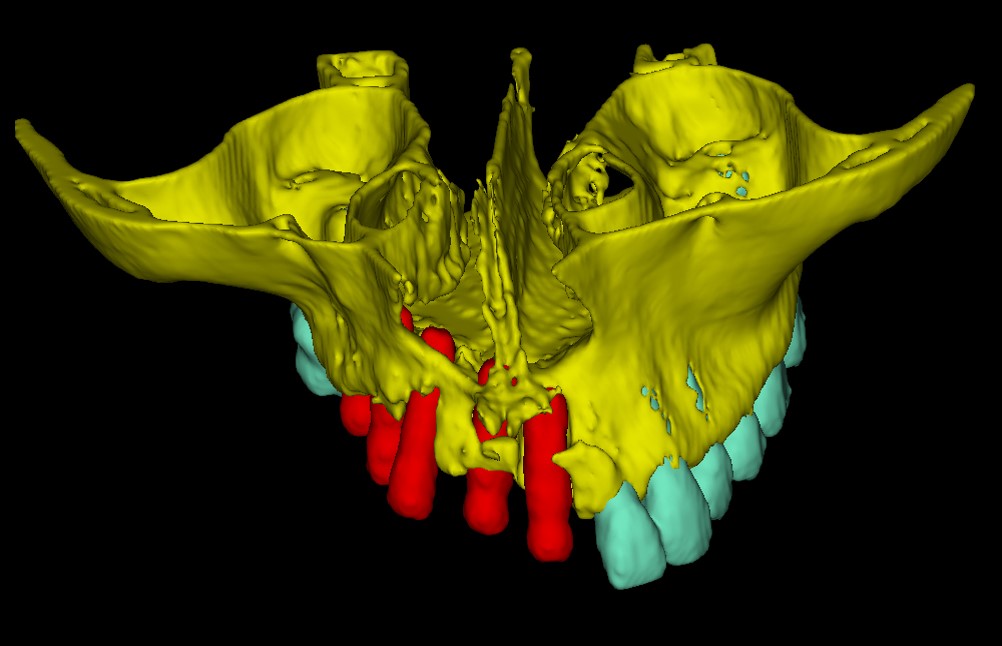
Здесь вы видите, штифт попал в нерв. Из-за чего это произошло? Из-за того, что было глубокое сверление, неконтролируемое. Доктор не сверялся в момент сверления со снимками КТ. У него, возможно, даже не было живой 3D модели, чтобы ее оценить.
Такое происходит, к сожалению, очень часто и такие вот ситуации, они доставят очень-очень много хлопот в последствии. Соответственно, цена ошибки, если имплант попадет в нерв или не под тем углом зайдет – от 2 месяцев до практически года восстановления. Потому что удаляется имплант, пациент отправляется на долечивание, грубо говоря, а по факту у него просто происходит заращивание костной ткани – того, что натворил вот этот вот горе-хирург.
Хирургические шаблоны. Типичные проблемы
Неправильный угол при сверлении, имплант вышел из кости.
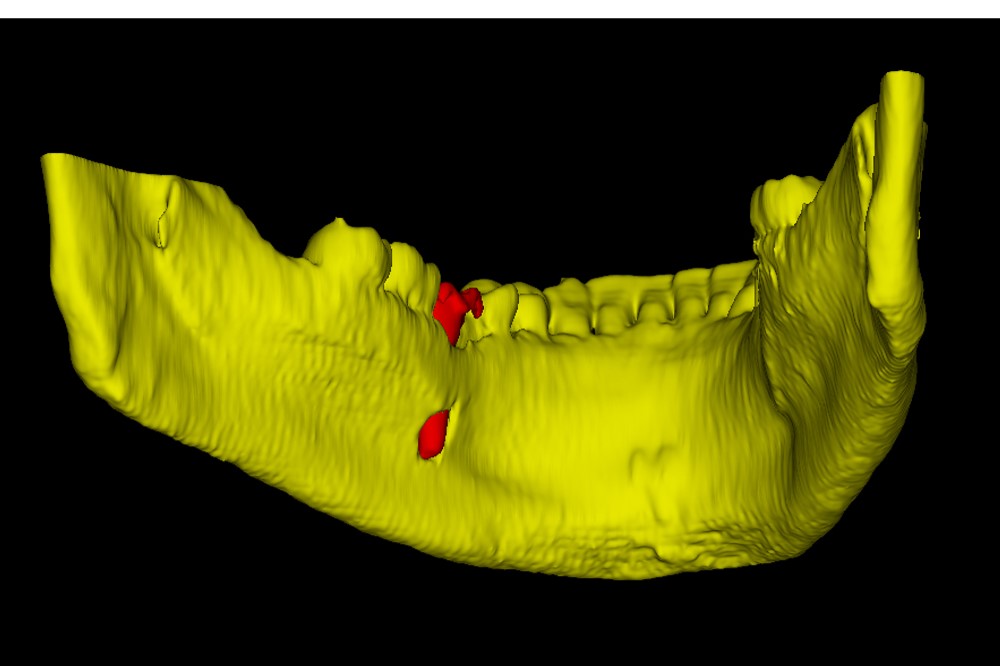
Вот, снимок, собранный со срезов КТ, на котором видно (красным показан штифт импланта), что при засверливании просто прошли насквозь кость, еще и сбоку засверлили. Соответственно, чем это грозит? Пациент вроде бы не жалуется, болей нет и возможно имплант прижился, но в случае, если он начнет грызть орехи или просто что-то откусит твердое, то он мигом может просто на просто выломать этот кусок челюсти, и дальше уже в ход пойдут челюстно-лицевые хирурги. Реабилитация будет очень дорогой и болезненной.
Попадание имплантов в пазухи
Импланты прошли в гайморовы пазухи. Соответственно так же все лечение останавливается, и на полгода пациент будет ходить, грубо говоря, со вставной челюстью, а вечером класть ее в стаканчик. Явно, что люди приходят к имплантологам не за этим, а затем, чтобы получить качественные зубы и не иметь потом проблем со стоматологией.
Хирургические шаблоны. Требования к шаблонам

Основные требования к шаблону заключаются в том, что:
- Шаблон должен быть выполнен из прозрачного твердого материала.
- Материал должен проходить стерилизацию, выдерживать высокие температуры.
Хирургические шаблоны. Implant Assistant
Программное обеспечение. Программ на рынке очень много. Стоматологи придерживаются той или иной системы. Соответственно, программное обеспечение у очень многих систем заточено только под работу с определенными имплантами.
Интересной программой является Implant Assistant. Программа имеет невысокую цену, покупатель получает российскую поддержку: помощь по скайпу в режиме on-line практически 24 часа.
Стоматологические модели

Вообще любая работа стоматолога не обходится без визуальной примерки, хотя сейчас начали появляться сканеры и программы. И это все здорово, но до сих пор необходима реальная примерка на модель.
И соответственно, логический вопрос. На сегодняшний момент 99% стоматологов делают стоматологические модели традиционным методом – гипсом по слепкам, что долго, грязно и опять же требуется ручной труд. Но с развитием применений 3D сканеров закономерный вопрос, а почему бы их не печатать. Взяли, напечатали по результатам интраорального сканера и сразу у вас готовый слепок.
Прямое производство. Производство стоматологических изделий из КХС и Титана

Сейчас поговорим о прямом производстве.
То есть эти принтеры необходимы в зубных лабораториях. Кабинеты здесь не подходят – это уже не лечение в чистом виде, это целые заводы, которые начинают производить детали для стоматологов, со стоматологической направленностью.
Прямое производство. Преимущества

Как это происходит и почему, собственно, это необходимо печатать?
Традиционно получают следующими методами:
- Первый это литье, который уже устаревает.
- Второй метод – это фрезеровка.
- И совершенно новый метод – это печать.
Россия – это такой уникальный рынок, где мы перескакиваем некие этапы мирового развития. Литье всем было давно известно. Потом начало появляться фрезерование. Лаборатории, которые могли себе позволить фрезер за 10 млн и которые хотели двигаться в ногу со временем, приобрели его. И вот буквально через 5-7 лет появляется абсолютно новая технология – это 3D печать.
Те клиники, которые не смогли позволить себе в тот момент приобрести фрезер, заработали денег, уже были готовы приобретать что-то новое, как раз подоспели к выходу 3D-печати.
Соответственно, какие плюсы мы получаем от печати. Во-первых, это скорость. Во-вторых, это производство сложных и точных конструкций. На фотографии вот здесь вот видно бюгельные протезы, и на сегодняшний день их можно получить только двумя способами: первый способ – это литье, второй способ – это печать. Фрезеровать такие тонкие детали невозможно. Плюс в момент литья мы можем не пролить какие-то элементы, они будут менее упругими и не отвечать тем требованиям, которые предъявляют стоматологи к ним.
Прямое производство. Материал
Печать происходит по слоям. Из чего? Сырье – это мелкодисперсный сферический порошок с фракцией 10-40 микрон.
Отходы не более 15%. То есть в процессе печати, в процессе лазерного плавления металла у вас обязательно будет появляться конгломерат сплавленных частиц, а в процессе отсева вот эта вот отбраковка не превышает 15-20%.
Напечатанные детали, монолитные и однородные, что очень важно. Нет никаких пор. Это всегда важно потому, что если в коронке будут поры, то в этом месте керамика отскочит. Через год, через два, может быть, через месяц, но она обязательно отскочит.
Прямое производство. Процесс производства
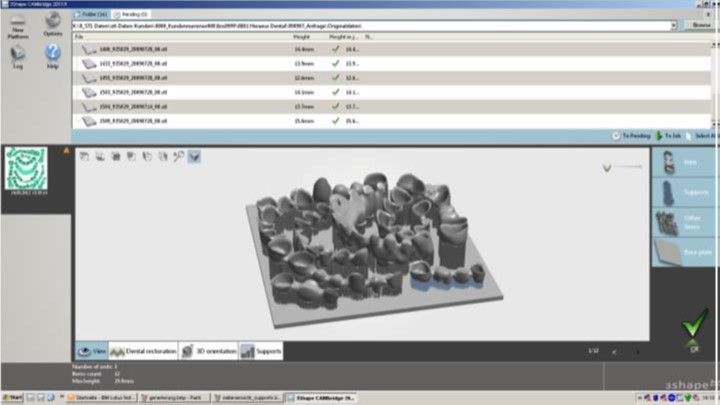
Во-первых, это создание цифровой модели в CAD программе. Их великое множество. Самые популярные это «Dental CAD». Что она позволяет? Она позволяет сгенерировать на основе скана коронку, мост и даже бюгельный протез. Разместить на ней поддержку и спозиционировать ее на столе печати.
Также еще очень важный момент. Для работы с металлическими принтерами, несмотря на то, что это промышленные системы, модель вы должны предварительно разрезать на слои. Основные стоматологические программы, они все являются и слайсерами, т.е., в конечном итоге, после формирования модели, после генерации поддержек вы режете их в этой же программе.
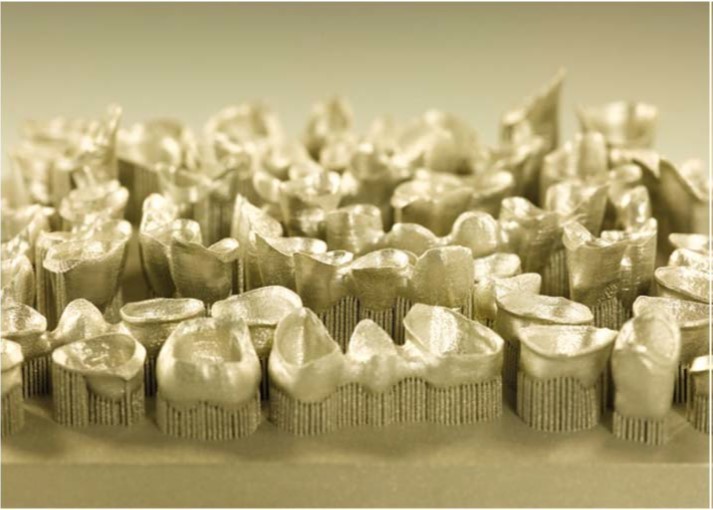
Вот на картинке, столбы поддержки, ниже платформы и много-много единиц, напечатанных из кобальт-хрома.
Любая печать на металлических принтерах происходит обязательно в защитной среде. Это может быть азот или аргон. В случае, если это азот, то возможно заполнение камер через генератор азота. Если это аргон, то, соответственно, необходимы баллоны, которые будут подводиться и подключаться к машине.
Средняя платформа стоматологического принтера вмещает порядка 80 единиц. Чуть дальше мы сравним с традиционными методами и покажем насколько это эффективно.
Прямое производство. Процесс производства

С процессом печати все понятно, вопросов не возникает. Напечатали, платформу сняли. После печати необходимо произвести отжиг, для того чтобы микроструктура стабилизировалась, были сняты внутреннее напряжение и избежать последующего растрескивания керамики. Потому что нанесение керамики и ее закрепление происходит при температуре порядка 800 градусов.
После того, как деталь обожгли в печи, необходимо срезать с платформы построения все стоматологические элементы и удалить поддержки.
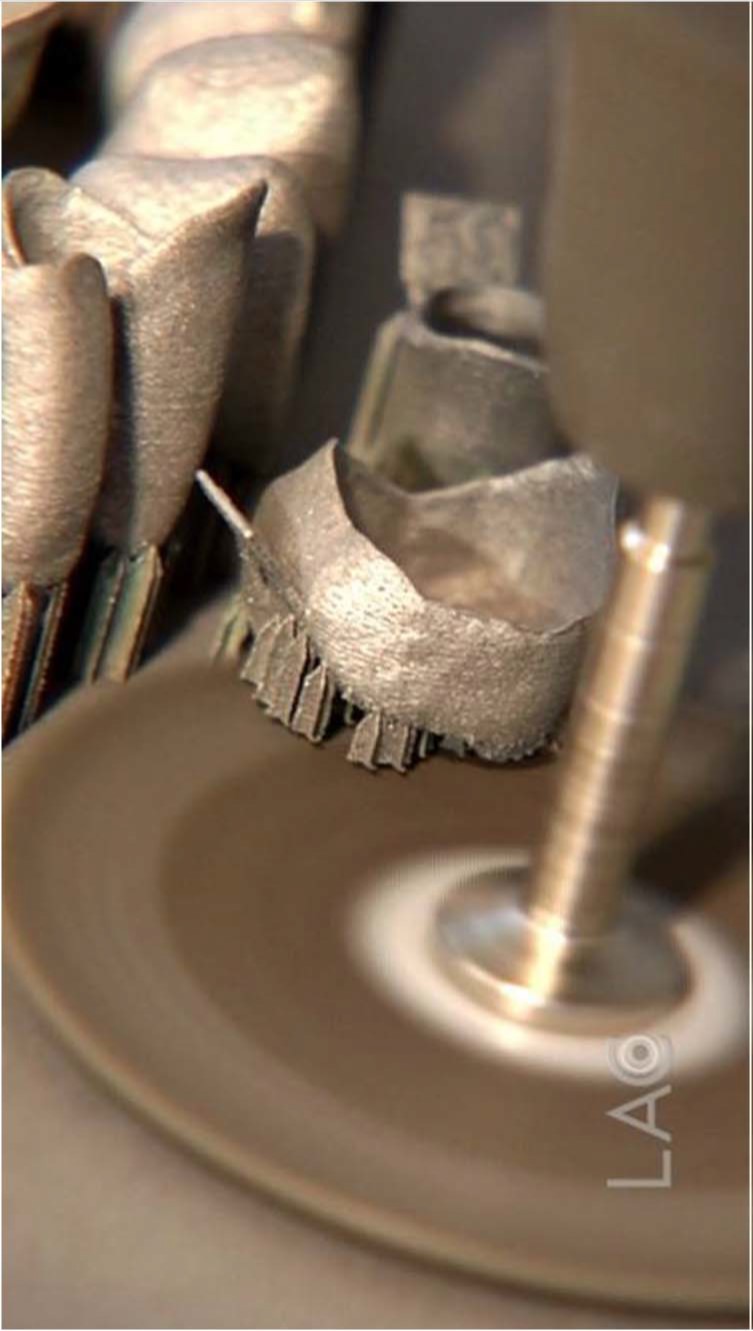
Обычно с платформы срезают ленточной или дисковой пилой, которая очень часто уже есть в стоматологической лаборатории.
Под коронкой находятся столбы поддержки, и на конце они заострены. Это сделано специально для их легкого удаления. Так печатают практически все 3D принтеры, чтобы впоследствии требовалось меньше постобработки.
Прямое производство. Процесс производства

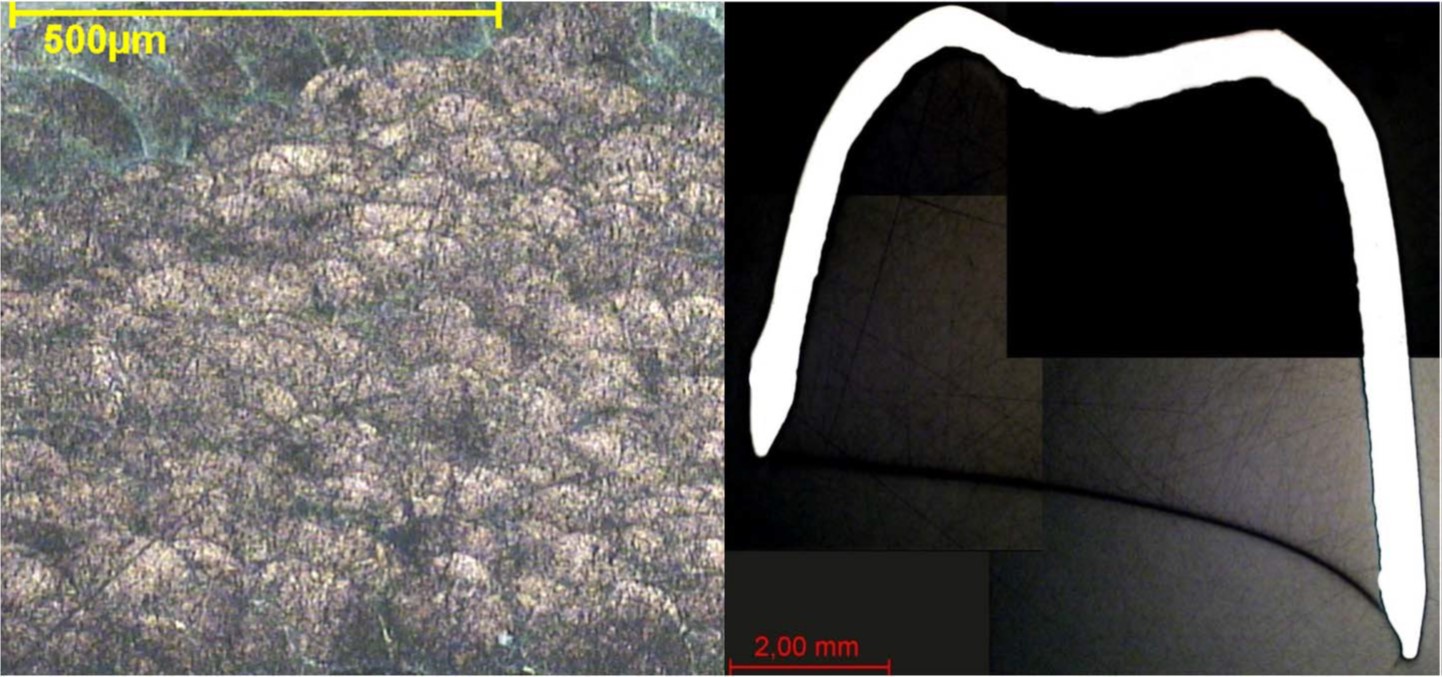
Ручная обработка детали, где дремелем или его аналогом производят сглаживание поверхности, удаление остатков от поддержки.
К гладкой детали, глянцевой никогда не прилипнет керамика. Деталь должна быть подготовлена, деталь должна быть матовой. Поэтому в обязательно порядке пескоструят или дробеструют.
Соответственно, с фрезера абсолютно такой же процесс – все это подвергается пескоструйке.
Прямое производство. Оценка производства
Фрезерный центр
Кол-во единиц | 40 единиц | 80 единиц |
Время | 13 часов | 26 часов |
3D Принтер (Concept Laser Mlab)
Кол-во единиц | 40 единиц | 80 единиц |
Время | 6 часов | 11,5 часов |
1 кг порошка КХС - 550 единиц
1 кг диск КХС - 46 единиц
Вес единицы ~1.5 г.
Сводная таблица данных по фрезеру. Про литье мы здесь уже не говорим, и литье опускаем как архаичный процесс, долгий, грязный, неэкологичный, устаревший.
Наверху – это диск для стоматологического фрезера, материал кобальт-хром. Соответственно, слева в табличке вы видите, количество единиц, которые помещаются на этот диск – это всего 24 единицы. И количество единиц, которые помещаются на аналогичной платформе – уже 80 единиц.
Что это дает? 1 кг порошка кобальт-хрома мы получим порядка 550 единиц. Из килограммового диска кобальт-хрома мы получим всего лишь 46 единиц коронок. По-моему, здесь превосходство печати на лицо.
Разница между 1 кг порошка и килограммовым диском всего где-то в 4 раза в пользу диска. То есть все равно математика в пользу 3D принтера. Плюс скорость. Посмотрите на скорость, которая приведена в таблице – фрезеровать дольше. И это так, и это правда. Плюс у вас будет износ, режущего инструмента.