


Давно мы не радовали мейкеров и дизайнеров новинками, но на то есть своя причина - мы не любим делать что-то наспех или копировать чужие разработки - мы делаем новое, так как только в этом мы видим пользу и смысл.
"Воображение — это самое главное, оно является отражением того, что мы притягиваем в свою жизнь." Альберт Энштейн
Цвет это очень важная составляющая в работе дизайнера, а мы прежде всего позиционируем наши пластики серии Prototyper именно как дизайнерские, то есть предназначенные для тех, кто делает вещи, окружающие нас каждый день, приятными глазу, эргономичными и информативными. Именно поэтому мы уделяем очень много внимания тому, как будут выглядеть наши пластики в виде конечного изделия и насколько удобно и просто с ними работать.
Не меньше внимания уделяется стабильности цвета от партии к партии. Катушки имеющие даже небольшие отклонения по цвету безжалостно выбраковываются! Я уж молчу о размере: весь наш филамент имеет максимальные колебания диаметра в пределах +-0.015 мм и не только в пределах катушки, но и в пределах всего выпущенного филамента.
И вот наконец работа над новой линейкой цветов, прежде всего предназначенных для профессионалов в области разработки стеклотары, успешно завершена!

Представляем вашему вниманию 4 новых цвета, которые, как мы надеемся, станут отличным подспорьем для тех, кто печатает не только вазочки :)

Бутылочный зеленый


Классический цвет темно-зеленого бутылочного стекла. Бутылки из-под вина и шампанского - самое распространенное его применение.

Бутылочный оливковый

Распространенный цвет в пивной стеклотаре, винных бутылках, таре для реактивов, таре для оливкового масла и пр.

Бутылочный коричневый

Типичный цвет пивной бутылки как для темных, так и для светлых сортов. Тара для реактивов, тара для чувствительных к воздействию света веществ. Часто такое стекло применяется в изготовлении тары для хранения медицинских препаратов.

Бутылочный прозрачный
Бутылочный прозрачный

Специально разработанный цвет слегка зеленовато-голубого оттенка отлично имитирующий настоящее прозрачное бутылочное стекло. Имеет массу применений!

Думаю, что фотографии распечаток скажут больше, чем десятки слов.


Добавлю лишь пару слов о технологии, по которой они напечатаны и обработаны, и какое для этого было использовано оборудование.
Собственно, технологию я уже описывал в своем
Повторю лишь основные моменты:
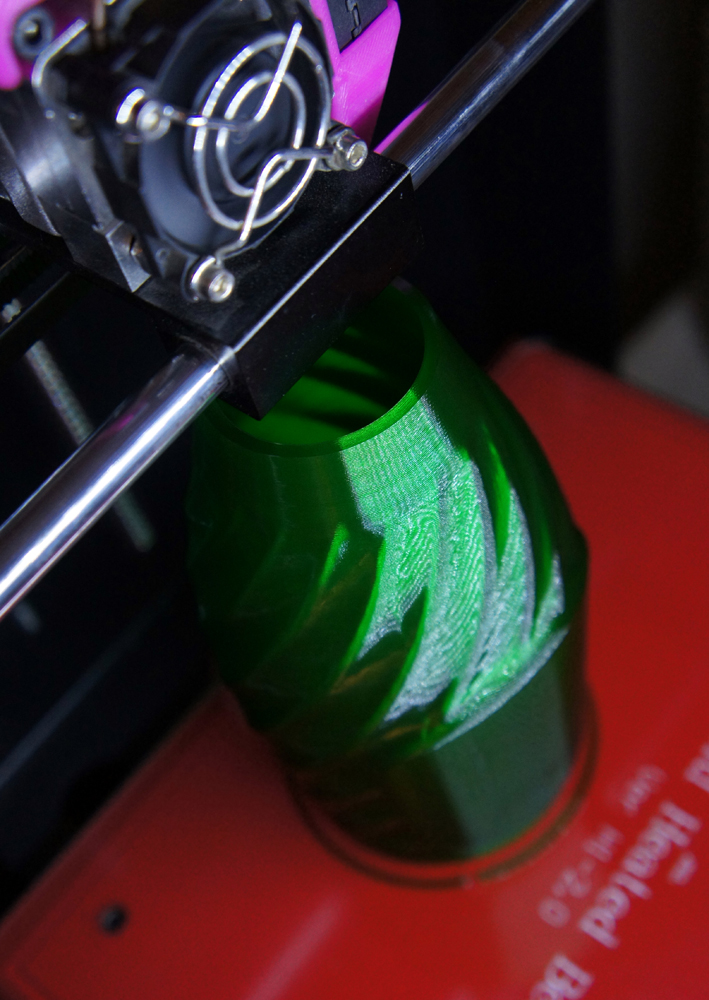
- распечатываемая модель не должна иметь полости внутри, иначе ее будет невозможно напечатать с использованием опции "Spiral vase". То есть если мы печатаем бутылку, то она должна быть цельной - без полости внутри
- распечатка делается в один периметр, а модель готовится в слайсере с включенной опцией "Spiral vase". Это помогает избежать швов на стенке распечатки, так как принтер не резко переходит от слоя к слою, а постепенно наращивает периметр.
- Если донышко прототипируемой тары вогнутое с так называемой втяжкой (часто встречается на бутылках вина или шампанского), то его следует печатать отдельно и затем приклеивать к телу тары сольвентом.
- толщина стенки задается не только размером сопла (но чем оно больше, тем толще можно сделать стенку), но и уровнем подачи материала.
- подачу материала можно увеличить несколькими способами, самый простой, к примеру в Slic3r это поставить на вкладке "Filament Settings" значние "Extrusion multiplier" больше единицы (для сопла 1.2мм достаточно значения 1.2-1.4 для получения стенки 2.3-2.8мм)
- сопло принтера должно иметь плоский срез диаметром не меньше желаемой толщины стенки быть отполировано.
- не стоит использовать высоту слоя меньше 1/5 диаметра сопла - это приведет к артефактам на стенках. Для сопла 1.2мм идеальная высота слоя: 0.25мм. Именно таким слоем распечатаны все представленные на фото модели.
- для получения стеклянной прозрачности модель должны быть обработана погружением в сольвент или опрыскиванием. Мелкие дефекты распечатки можно затереть напильником или наждачной бумагой до обработки или просто растереть пальцами в ходе обработки сольвентом.
- после распечатки следует дать модели некоторое время постоять и дать полную усадку, иначе есть риск возникновения мелких трещинок на поверхности после обработки её сольвентом, и придется обрабатывать её еще раз.



Так как прототип тары имеет смысл печатать только в натуральный размер, с нужной толщиной стенки и желательно без швов и склеек, то встал вопрос о применимости нашего верного боевого товарища - принтера "Альфа".
Стенки в один периметр он печатал без проблем вплоть до 2,8мм, так как в свое время в него был внедрен хотэнд "Волкано" производства МЗТО, но вот высоты печати 17.5 см (вулкан "отъел" 1,5см высоты) категорически не хватало!
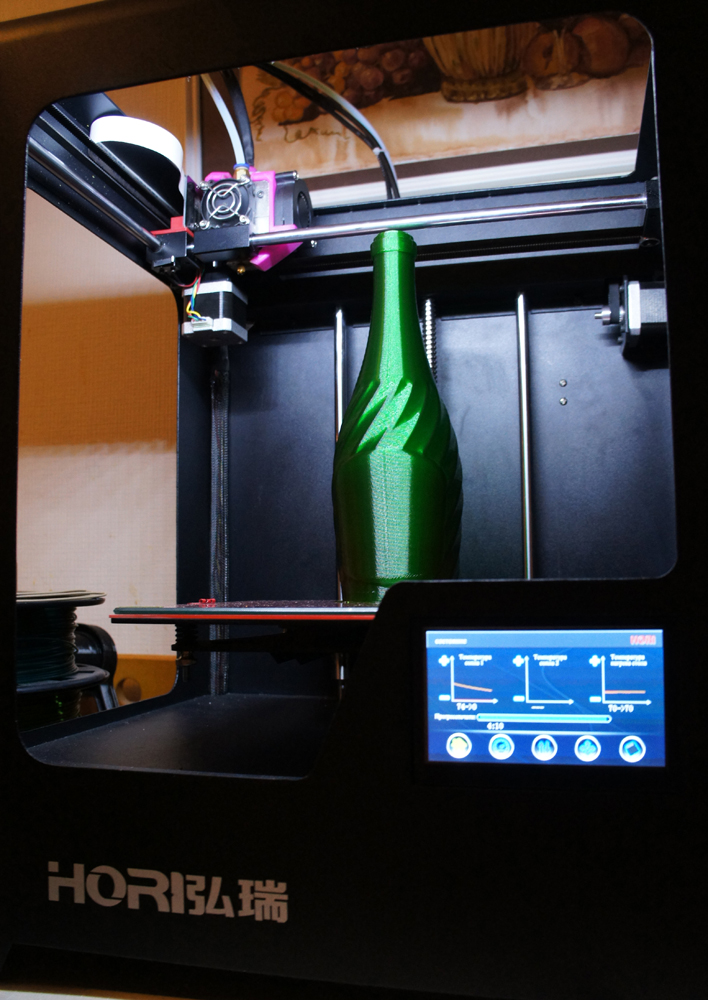
Поэтому всем нашим знакомым, кто как-то имеет отношение к производству принтеров или их продаже был кинут клич! И так случилось, что нам любезно предоставили отличный принтер который мы и гоняли целую неделю "в хвост и в гриву"!
Области печати 200х240х(Z)260мм вполне хватило для реализации задуманного.
Принтер HORI показал себя весьма надежным и удобным во всех отношениях агрегатом.

Огорчило лишь наличие по началу весьма серьезного Z-воблинга... как оказалось, дело было в кривой шпильке оси Z! Совершенно ни к чему было её делать такого диаметра - ведь исключительно в силу геометрии, чем больше диаметр шпильки оси Z тем большее влияние на воблинг оказывает её кривизна. Жаль, что я разобрался с этим не сразу и часть распечаток вышла волнистой. Однако, насколько это возможно устранив кривизну шпильки методом приложения к ней физической силы, )) удалось устранить воблинг практически полностью! На этом про минусы... всё!
Если описывать все плюсы и приятности этого принтера начиная от огромного цветного дисплея с тачскрином и русифицированного интерфейса до прочного и аккуратного стального корпуса, то букв будет слишком много и вы попросту не дочитаете
 .
.Но об одной детали я просто не могу не упомянуть: это ПОТРЯСАЮЩИЙ экструдер!!! Очень разумная его конструкция позволяет печатать любыми гибкими пластиками. Но даже не это меня подкупило больше всего, а то, с какой силой и какой педантичной аккуратностью он подавал филамент.
Не смотря на то, что на принтер было по нашей просьбе поставлено сопло 1.5мм, подача пластика была стабильной даже при температуре 180С! Наша "Альфа" начинала постукивать двигателем уже при температуре 200С с соплом 1.2мм даже с хотэндом Волкано на скоростях выше 10мм/с, а HORI в шатной (!) комплектации продолжал "намазывать" практически холодный пластик даже при температуре 170С на скорости 20мм/c, выращивая стенку 3мм толщиной в один периметр! Честно - я был сражен!
Общее впечатление от принтера: надежный, толковый, удобный, безотказный - AK-47 среди 3D принтеров
На этом всё! Но у нас есть еще масса идей и вскорости мы обязательно вас порадуем чем-нибудь НОВЫМ. Быть первыми - это Filamentarno! ;)
Оригинал статьи: http://3dtoday.ru/










комментарии