


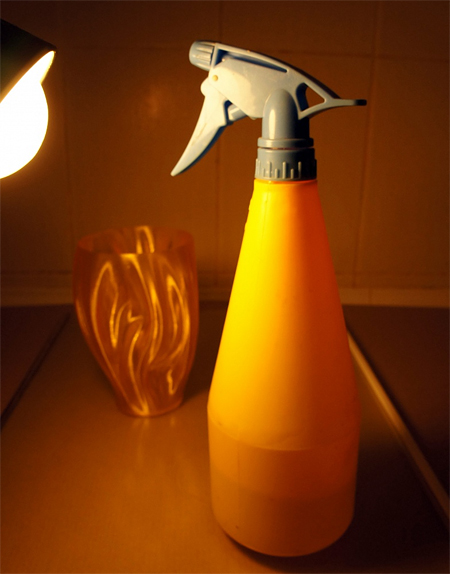
Да, это не шутка, на фото действительно напечатанные на принтере вазы. В этом мастер-классе как раз и пойдет речь о том, как из безусловно имеющих свою собственную эстетику распечаток сделать настоящую имитацию стекла.
Применение этой техники, как вы понимаете, долго искать не придется: тут и прототипирование стеклянной и пластиковой тары, изготовление световых панелей, витражей, панелей приборов со светящимися элементами да и просто печать различных приятных глазу необычных штуковин 
Начнем с требований к распечатке
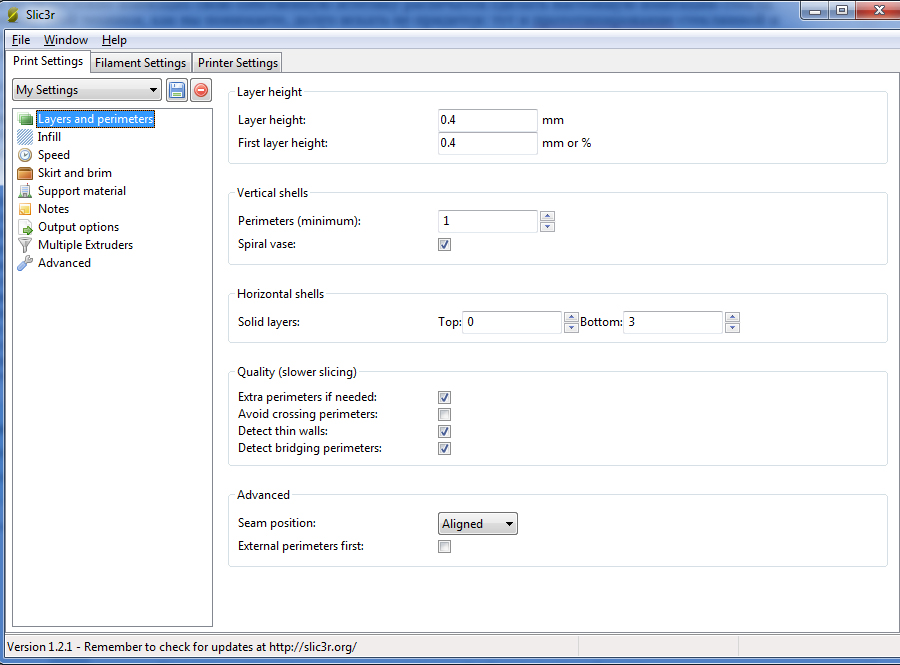
Объект должен быть подготовлен в идеале с помощью функции слайсера "spiral vase" и распечатан с довольно существенной толщиной стенки. Можно конечно слайсить модель и без помощи этой функции, но важно не забывать при этом, что объект должен быть напечатан в одну стенку (периметр)! Это важно, так как если периметров будет несколько, то неизбежно оставшийся между ними воздух помешает превращению пластика в стекло [С улыбкой] Да, распечатка станет глянцевой, приобретет некую глубину цвета, но стеклянной прозрачности будет не добиться.
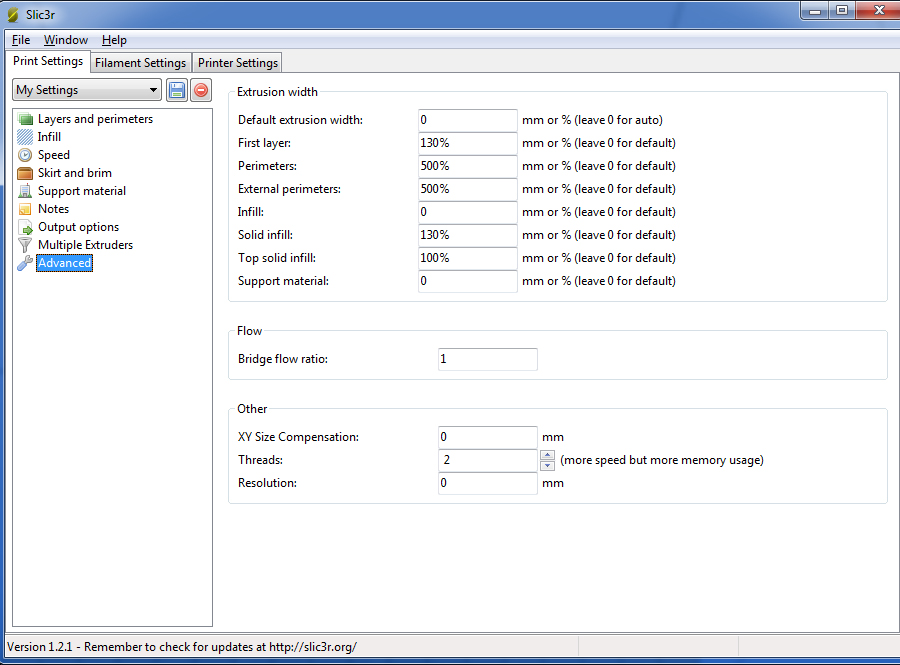
Я печатал все эти вазы соплом 1.2мм и с параметром Extrision Width (Perimetrs) 500%. Такие установки и сопло при печати позволяет добиться толщины стенки 1,5-2мм за один проход.
Скоростью печати в таком случае конечно приходится жертвовать, так как такая толстая стенка довольно медленно остывает, а температуру экструдера приходится держать довольно высокой чтобы мотор экструдера справлялся с таким потоком. Однако, отчасти небольшая (30-40мм/с) скорость печати компенсируется высотой слоя 0,4мм, которую можно смело выставлять для такого сопла без потери межслоевой адгезии. Понижение же толщины слоя и, как следствие, уменьшение количества наносимого за один проход материала в свою очередь позволит и увеличить скорость печати.

Тут уже каждый должен сам для себя решить что он хочет получить на выходе, но чем выше слой - тем меньше воздуха между слоями! И тем прозрачнее будет итоговое изделие. С воздухом между слоями, однако, тоже можно бороться - я отполировал срез сопла и слегка завалил грани среза, чтобы получить зеркальную поверхность наносимого пластика.
На этом, пожалуй, все о печати.
Теперь о самом процессе постобработки распечатки
Нам потребуется обычный "сольвент", который можно купить в любом магазине хозтоваров. Это распространенный разбавитель для масляных (МА), пентафталевых (ПФ) и гефталевых эмалей (ГФ) и лаков. Имеет довольно низкую летучесть, а потому сохнет медленно, что нам наруку в данном случае. Но запах... Запах весьма характерный и сильный! Как от бензина примерно. Поэтому работать с ним следует в хорошо проветриваемом помещении или в респираторе для лакокрасочных работ. Что касается индекса токсичности, то он у сольвента такой же, как и у бензина - пить его и вдыхать пары противопоказано, но не смертельно и максимум чревато бед-трипом ))

Также нам потребуется емкость из нерастворимого в сольвенте пластика: полиэтилен, полипропилен. Или обычный эмалированный тазик. И еще нужен пульверизатор. Опять же, важно чтобы он не растворился в сольвенте. Обычно этого не происходит, так как большая часть подобных изделий производится из ПНД или ПП, а флаконы из ПЭТФ.
Еще понадобится кусок стекла. Думаю, что у каждого он найдется в доме Отмыть его потом можно будет тем же сольвентом.
И очень еще один важный инструмент - фен! Обычный фен, которым ваша жена по утрам не дает вам спать ))
Начнем?
Набираем в пульверизатор сольвента. Ставим распечатку в тазик и начинаем опрыскивать, стараясь не залить все вокруг и не лить себе на руки. Резиновые перчатки надевать не рекомендую - растворятся на руках, но можно использовать одноразовые полиэтиленовые.

Опрыскивание целесообразно начать с внутренней поверхности распечатки. Покрывать следует быстро в несколько слоев и не скупясь на растворитель. Надо чтобы он стекал по стенкам. Далее следует слить излишки растворителя в тазик, иначе получим прозрачные сопли вместо вазы
Потом ставим вазу (в моем случае) донышком вверх и опрыскиваем её снаружи.

Затем берем аккуратно за донышко и ставим на стекло. Ляпы на донышке сбрызгиваем солвентом и они разглаживаются. Затем берем фен, который заранее стоит выставить на горячий воздух и максимальный поток и сушим донышко, избегая сушить срез вазы, иначе прилипнет к стеклу.

Как только донышко перестает липнуть к пальцам (пара минут) ставим вазу на него. Если срез вазы немного подсох и потянулись сопли пластика - окуните его в тазик с излишками сольвента и стряхните капли. Подсушите тем же феном держа кверху донышком и уже потом поставьте на донышко. Все следует делать довольно шустро, так как пластик растворяется в сольвенте на ура!
Далее пять минут сушки горячим воздухом из фена и вот у вас в руках еще тепленькое и слегка гибкое стекло!

Собственно, всё! Наслаждайтесь!
Хотя, нет... Надо еще вытравить из полученной красоты запах сольвента, а это уже может быть проблематично. Сейчас у меня в духовке выветриваются несколько изделий при температуре 80С. Потом я сообщу о результатах  Скорее всего все получится - максимум придется еще сполоснуть их с мылом.
Скорее всего все получится - максимум придется еще сполоснуть их с мылом.
PS: Все написанное применимо только к пластикам "Filamentarno!" серий Prototyper T, S и М.
Пластик Filamentarno! Prototyper
Пластиковый филамент Prototyper Filamentarno! - более гибкий чем ABS, значительно легче, прочнее и долговечнее чем PLA. Не обладает неприятным запахом при печати. В отличие от PLA и ABS пластик Prototyper не впитывает влагу из воздуха, что обеспечивает легкость хранения и транспортировки, а также обеспечивает стабильное качество печати.
- Модуль упругости гораздо меньше, чем у ABS. То есть, напечатанные детали получаются более гибкими. Удлинение при разрыве - 250%. Нить, в отличие от ABS, не ломается.
- Пластик Prototyper Soft не пахнет в процессе печати. Люди с очень тонким обонянием могут в радиусе 30см от хотэнда уловить легкий запах (от некоторых красителей), но не более того. Прозрачный вообще запаха не имеет.
- Наш пластик имеет допуск к контакту с пищевыми продуктами, что подтверждено сертификатами на используемое сырье. Красители также имеют подобный сертификат.
- Пластик допущен для изготовления медицинских изделий и детских игрушек.
- Для производства используются исключительно первичные пластики производства Германии и Бельгии со стабильными физико-химическими параметрами и красители производства Швейцарии. Да, они дороже, но мы не экономим на качестве!
- Как прозрачные, так и окрашенные непрозрачные пластики и металлики имеют одну и ту же основу, что избавляет от необходимости отдельно настраивать принтер при переходе от одного нашего цвета к другому.
- Практически отсутствует коробление и деламинация, при этом распечатку достаточно легко отделить от стола. Достаточно дать столу остыть после печати.
- Пруток не впитывает воду и хранить его можно просто в пакете (чтобы не пылился). Пруток не становится ломким от контакта с влагой.














комментарии