
Технологии 3D печати все время движутся вперед. Производители пластиков тоже не стоят на месте – выпускают новые виды пластика, дорабатывают старые. Новичку бывает сложно сориентироваться в многообразии материалов. Для начинающих мы написали небольшой обзор по пластикам фирмы ESUN, одного из самых популярных производителей пластика для 3D-принтеров в мире.
- Основанная в 2002 году, и расположенная в особой экономической зоне Шенжень компания ESUN – это высокотехнологичное предприятие специализирующееся в исследовании, разработке и производстве разлагаемых полимерных материалов таких, как PLA, а также другие виды пластика. Компания ESUN владеет тремя R&D центрами, которые специализируются на синтезе материалов их модификации и применении.
- Начиная с 2007 года компания ESUN начала разработку материалов для 3D печати. За это время компании удалось разработать такие материалы, как PLA, ABS, PVA (водорастворимый материал поддержки) и другие. Использую эксклюзивные формулы, и профессиональные производственные линии компания производит пластиковую нить абсолютной круглой формы, с соблюдением заданного диаметра нити, высокой прочностью, большой палитрой цветов и стабильной температурой плавления.
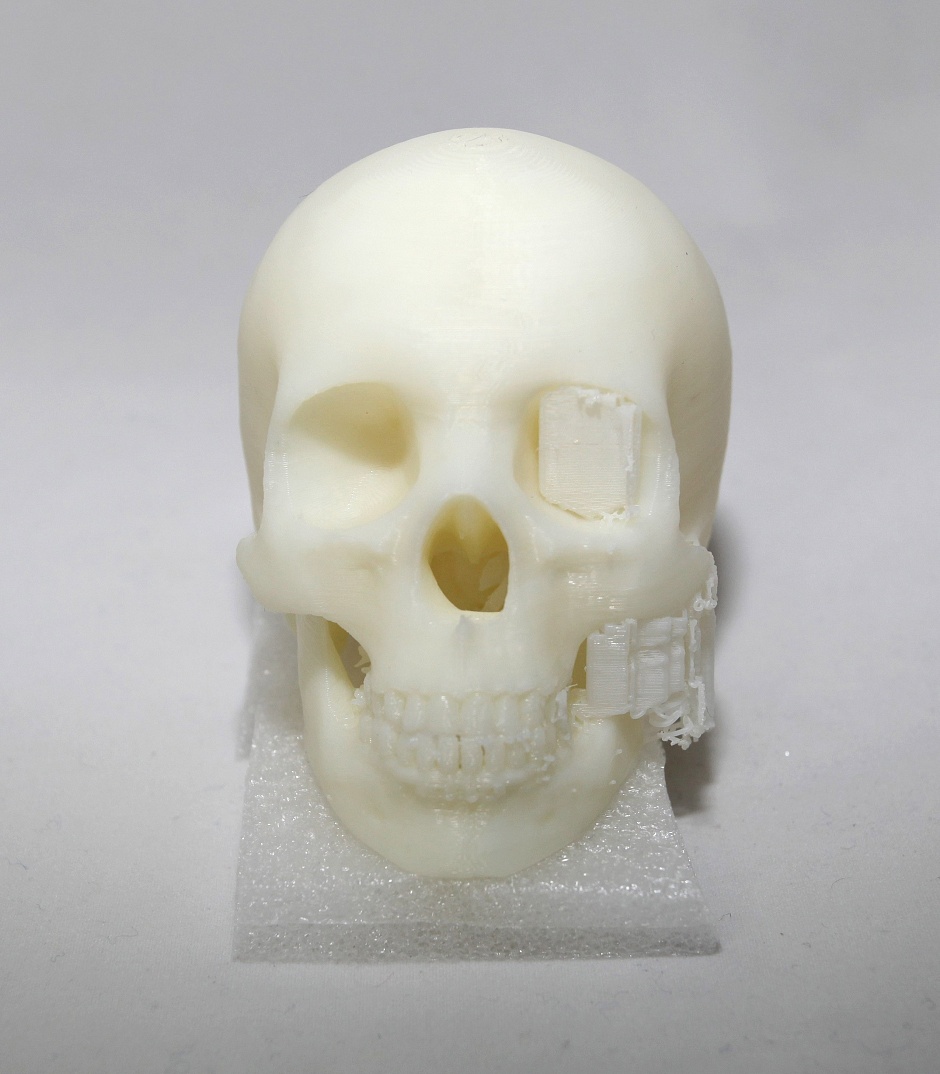
PLA
PLA – за счет небольшой температуры плавления и усадки является одним из самых доступных материалов для 3D печати. Не требует наличия подогрева стола в принтере.
Пластик биоразлагаемый, не токсичный. При печати практически не пахнет.

Огромная палитра цветов (включая люминесцентные цвета) позволяет печатать самые необычные изделия.

Совсем недавно была добавлена палитра прозрачных цветов.

Растворителем для PLA является дихлорметан (метиленхлорид, хлористый метилен)
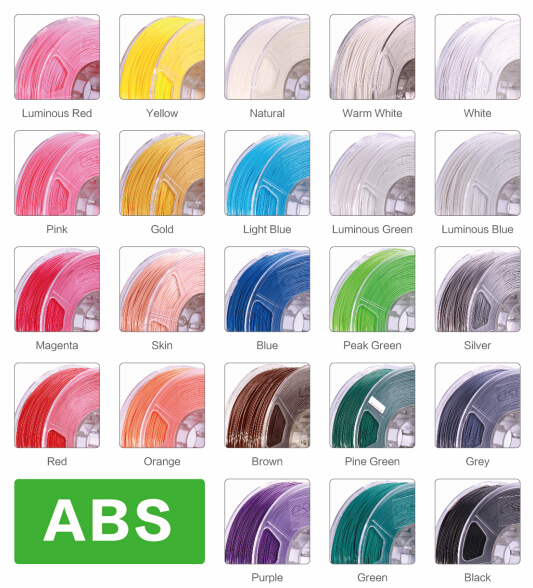
ABS
ABS – ударопрочный термопластик. Очень популярный благодаря своим физико-механическим свойствам. Он прекрасно обрабатывается - шкурится, сверлится, пилится. Хорошо подходит для печати функциональных моделей.

Или моделей которые требуют дальнейшей покраски и доработки.
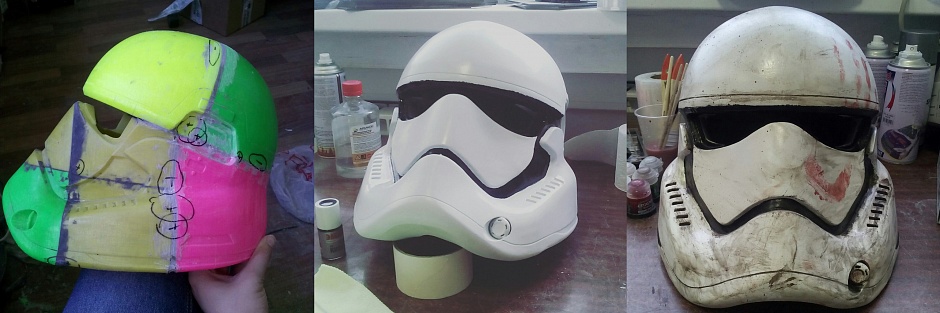
Хорошо растворяется ацетоном. Благодаря этому можно получать глянцевые изделия при помощи ацетоновой бани.

Разнообразие цветов не уступает PLA.
Есть конечно и свои минусы, и нюансы. ABS при печати дает сильную усадку, желательно использовать принтер с закрытой камерой и подогреваемым столом.
Растворителем для ABS является Ацетон.
PETG
PETG – полиэтилентерефталат-гликоль, высоко ударопрочный пластик из полиэтилентерефталата с добавлением гликоля (по международному обозначению PET-G).

Очень интересный материал, является чем-то средним между ABS и PLA. Материал имеет небольшую усадку, им можно печатать на принтере без подогреваемого стола. В то же время материал прекрасно шкурится и обрабатывается.
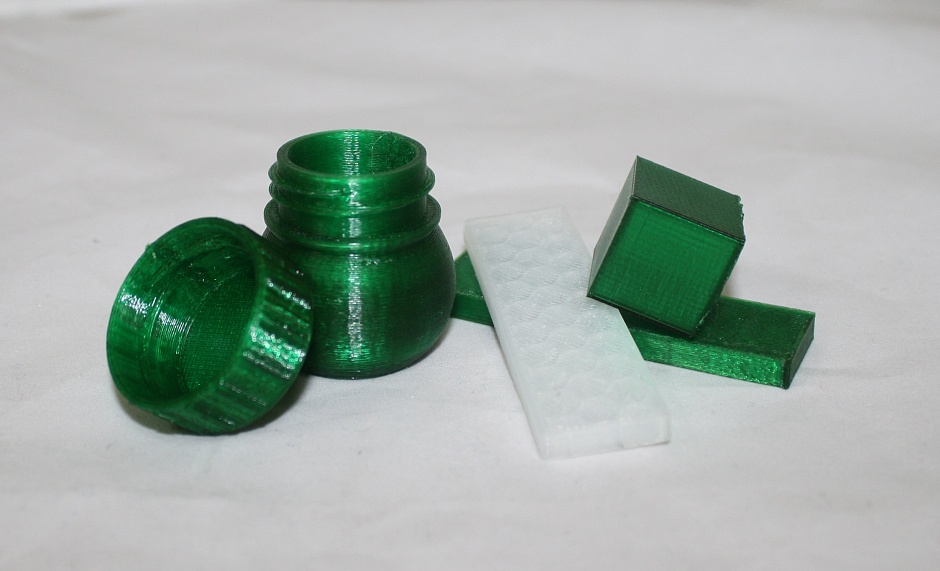
Тут уже палитра цветов скромнее. В основном прозрачные цвета за исключением черного и белого.

Растворитель – Метилэтилкетон, Циклогексанон.
Ударопрочный, жесткий, термостойкий материал устойчивый к ударным воздействиям. Главное отличие от других видов пластика - слабая воспламеняемость. Интересен для печати готовых функциональных изделий.

При печати капризен. Обязательно требуется наличие камеры и подогреваемой платформы. Температура печати 260 – 300 градусов. Не каждый принтер может нагреть экструдер до такой температуры.
Пластик доступен только в одном цвете - натуральном.

ePA ESUN
Или просто нейлон. Износостойкий, без проблем обрабатывается, с отличным коэффициентом скольжения (можно печатать втулки), что делает его достаточно популярным.

Отлично подходит для печати шестеренок и механизмов.
Для печати требуется подогреваемый стол и желательно закрытая камера.
Доступен только один цвет - натуральный.

ePA-CF
Это тот же ePA только с добавлением карбоновых волокон.

Это делает изделия из ePA-CF еще более прочными, жесткими и износостойкими.

Для печати рекомендуется принтер с закрытой камерой и подогреваемым столом.
eFlex
Flex - специальный гибкий материал, похожий на силикон. Изделия из него получаются гибкие и прочные.

Доступен всего один цвет - натуральный.

Печатать лучше на небольших скоростях, около 15-30 мм/с, иначе пруток может "зажевываться" механизмом подачи.
Bronze
Это декоративный пластик на основе PLA с красивым бронзовым цветом. Подходит для печати декоративных изделий. Готовые модели выглядят очень выигрышно, особенно бюсты.

Идеально подойдет для печати готовых изделий под бронзу - бюсты, фигурки, брелки.

Печатается почти как PLA - можно печатать на холодном столе, главное хорошо обдувать модель.
Wood
Декоративный пластик с цветом "под деревяшку".

В отличие от пластика с деревянным наполнителем очень легко печатается и не забивает сопло.

Цвет получается с перламутровым блеском, но близкий к светлому дереву.
eCopper, eAfill и eSteel
Пластики с металлической пудрой (алюминиевой, нержавейкой или медной). Как и Bronze интересны в декоративном применении.

После печати для "вскрытия" металлического наполнения рекомендуем зачистить модель металлической щеткой.



При печати могут возникнуть проблемы с прилипанием первого слоя, поэтому лучше печатать на принтерах с подогреваемым столом.
HIPS
HIPS - термопластичный полимер. Его получают, добавляя во время полимеризации полибутадиен к полистиролу. Из-за того, что растворителем для него является лимонен - чаще всего используется как материал поддержки.

Поддержки из HIPSа легко выламываются и вымываются.
Хотя можно использовать HIPS в качестве самостоятельного материала.
HIPS более мягкий материал по сравнению ABS. Легко шлифуется и обрабатывается. Поскольку материал используется чаще всего как поддержка мы предлагаем только натуральный и черный цвет, хотя ESUN производит полную палитру.

Печать HIPS весьма схожа с печатью ABS-пластиком. Желательно печатать на принтере с подогреваемой платформой и закрытым корпусом.
PVA
PVA - или поливиниловый спирт.

PVA растворим в воде, что делает его непригодным для создания функциональных моделей, но позволяет использовать в качестве поддержек.
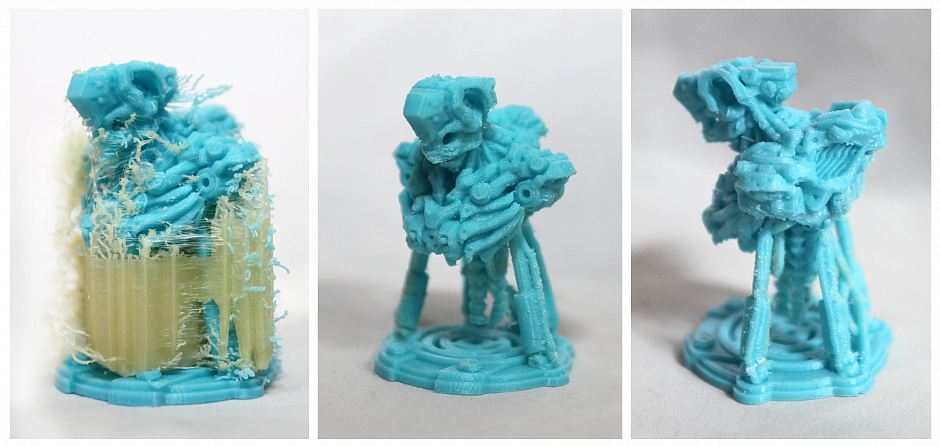
Капризен в печати из-за своей текучести. Печатается аналогично PLA - важен хороший обдув.
Из названия понятно что пластик предназначен для прочистки сопла принтера.

Хорошо подходит для атомной чистки экструдера, или же для прочистки сопла при замене типа пластика.
Применение достаточно простое, нагреваете экструдер до 150 - 220 градусов, вставляете нить и ждете пока она выйдет через сопло с остатками загрязнений и застывшего пластика.
Итоги:
Всю информацию по пластикам мы объединили в таблицу.
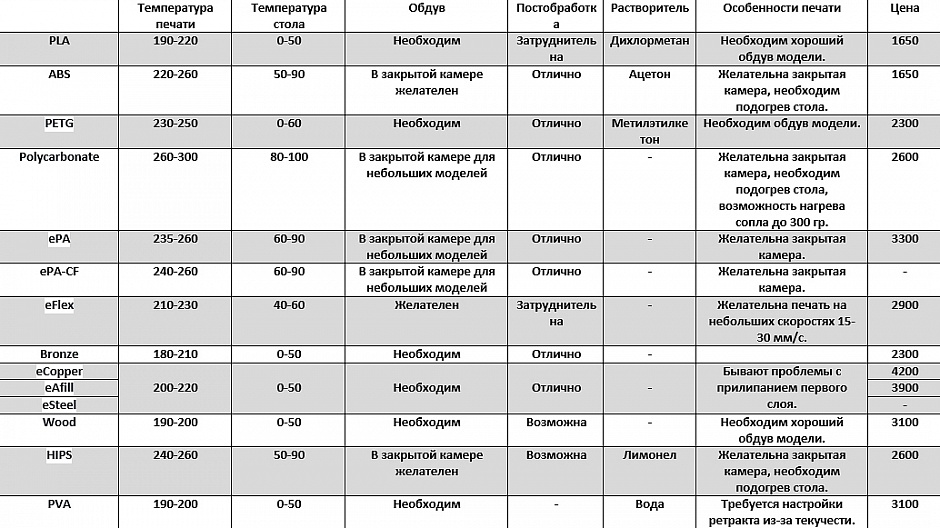
Надеемся она будет полезна новичкам, постигающим основы 3D печати.